
Makineler Neden Arızalanır?
Makine arızalarına birçok neden sebep olabilir ve bu arızaların hiçbiri de aynı değildir. Makineler tasarlandıkları şekilde işlev görmeyi bıraktıklarında arızalanırlar veya kullanışlılıklarını yitirirler.

Şekil 1 Felaketle sonuçlanan bir makine hatası
Bu kullanışlılığını yitirme durumu üç ana kategoriye ayrılmıştır:
- Yüzey bozulması
- Eskime
- Kazalar
Makine parçalarının yüzeyinin bozulması, çoğu durumda makinenin kullanışlılık kaybına neden olur ve esas olarak mekanik aşınma ve korozyonu içerir.
Makine Arızalarını Önlemek Neden Önemli ?
Ekipman arızaları nedeniyle üretimdeki her beklenmedik durma, şirket üretkenliği, onarım ve diğer maliyetler, gelirler, karlar ve nihayetinde rekabet gücü üzerinde önemli bir etkiye sahiptir. Arıza süresinin, otomotiv üreticilerine dakikada 22 bin ABD doları veya saatte 1,4 milyon ABD dolarına mal olduğu tahmin edilmektedir. Tesis sahiplerinin, bakım maliyetlerini mümkün olan en düşük seviyede tutarken arızaları ortadan kaldırmanın yollarını sürekli olarak aramalarının nedeni budur.
Kestirimci Bakımın temeli olarak Durum İzlemeye dayanmaktadır.
Doğru Durum İzleme şirketlerin şunları yapmasına yardımcı olur:
- Onarım maliyetlerini düşürmesine
- Bakım maliyetlerini azaltılmasına
- Bitki ömrünün uzatılmasına
- Personel güvenliğinin artırılmasına
- Gelirin artırılmasına
- Karlılığı artırılmasına
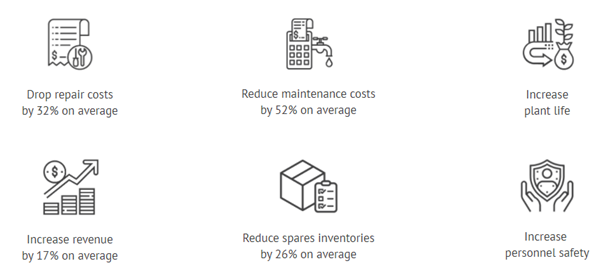
Şekil 2 Makine Durum Görüntülemenin Faydaları
Makine Bakım Türleri
Genel olarak birçok farklı makine bakım türü bulunmaktadır ancak biz 2 ana türe ayıracağız:
- Önleyici bakım
- Düzeltici bakım
Düzeltici Bakım Nedir ?
Düzeltici bakım, arıza meydana geldikten sonra düzeltmenin yapıldığı bir tekniktir. Çok düşük maliyetli, değiştirilmesi kolay ve arızaları verimliliği önemli ölçüde etkilemeyen makinelerde kullanılır.
Önleyici Bakım Nedir?
Önleyici bakım, bakımın arıza oluşmadan önce yapıldığı bir tekniktir. En bilinen önleyici bakım teknikleri şunlardır:
- Zamana Dayalı Bakım (TBM)
- Kestirimci bakım
- Koşul Bazlı Bakım (CBM)
1736′ da, Philadelphia’da yangının daha iyi önlenmesini savunurken, Benjamin Franklin meşhur bir şekilde şunu savundu: “Bir gram önleme, bir kilo tedaviye değer.” Elbette yangını söndürmeye çalışmaktansa önlemek daha iyidir. Bu sağduyu yaklaşımı, önleyici bakımın merkezindedir.
Zamana Dayalı Bakım (TBM)
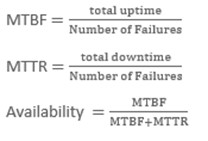
Bu yaklaşımda düzenli aralıklarla zamana dayalı bakım yapılır. Bir parçanın veya malzemenin gerçek durumuna bakılmaksızın değiştirilmesini ifade eder. Normalde makine üreticisi tarafından belirlenen aralıklarla gerçekleştirilir ve Ortalama Arızalar Arasındaki Süre (MTBF) verilerini temel olarak kullanır.
Kestirimci Bakım
Kestirimci bakım hedefi, durum izleme sisteminden elde edilen verilere dayanarak bir arızanın ne zaman ortaya çıkacağını tahmin etmektir. Mühendisler bir sorunun geliştiği konusunda uyarıldığında, bakım yapılırken etkilenen sistemi kritik bir konumdan çıkarmak için adımlar atabilirler. Sorun çözüldüğünde, daha sonra sorunsuz bir şekilde geri taşırlar. Bu nedenle Kestirimci bakım, Durum İzleme olmadan var olamaz.
Koşul Bazlı Bakım (CBM)
Koşul bazlı bakım (CBM), bir nesnenin gerçek durumunu izleyerek hangi bakımın yapılması gerektiğine karar veren bir bakım stratejisidir. CBM, bakımın yalnızca belirli göstergelerin performansın düştüğünü veya yaklaşmakta olan arızayı gösterdiğinde gerçekleştirilmesi gerektiğini belirtir.

Şekil 3
Makine Durum İzleme Nedir ?
Makine durum izleme, normal çalışması sırasında makinenin durumunu kontrol etme sürecidir. Veri toplama, veri işleme ve benzer makinelerden gelen eğilimler, temel veriler ve temsili verilerle veri karşılaştırmasından oluşur.
Dewesoft ile Makine Durum İzleme
Makine Durumu İzleme Arka Planı
İnsanlar, sağlık kontrolü için doktora gittiklerinde her seferinde durum izlemeye tabidir. Bir hastanın genel sağlık durumunu bilmek ve bir hastalığın gelişimini takip etmek için hastanın yaşına ve durumuna bağlı olarak çeşitli tetkikler dahil edilir.

Şekil 4 Sağlık Kontrolü
Genel olarak bir kontrol şunları içerir:
Sorgulama: Doktor hastadan hissettiği semptomları tarif etmesini ister.
Oskültasyon: Bir stetoskop kullanarak doktor, kalp atışı, akışkan kaynaklı sesler ve karotis ve femoral arter sesleri gibi vücut seslerini dinler.
Bir elektrokardiyogram veya EKG: Bu muayene, ayak bileklerine, kollara ve göğse yerleştirilen elektrotlar aracılığıyla kalbin elektriksel aktivitesine karşılık gelir.
Göğüs röntgeni: Göğüs, akciğerler ve kalpte olası sorunları tespit edebilir.
Endüstride, makinelerin durum izlemesi kestirimci bakım mühendisleri (PdM’ler) adı verilen makine doktorları tarafından gerçekleştirilir. Görevleri, minimum üretim duruşları ve minimum bakım maliyetleri ile beklenmedik üretim kesintilerini ve yıkıcı arızaları önlemek için teşhis sistemleri kullanmaktır. Hangi parametreleri kontrol ediyorlar ? Görsel inceleme, yağ seviyeleri, yağ artıkları, sıcaklıklar, korozyon, titreşim, basınçlar vb. kontrol edilebilecek birçok parametre vardır.
Durum izlemenin gelişimi uzun zaman önce bazı çok basitleştirilmiş ölçümlerle başladı. 1850’nin sonlarında demiryolu bakım teknisyenleri, lokomotiflerdeki tekerleklerin durumunu kontrol etmek için çekiçler kullandılar. Tekerleklere vurarak ve sesi analiz ederek tekerleklerin durumunu değerlendirebildiler (çatlağı olan bir tekerlek donuk bir ses çıkarıyordu).

Şekil 5 Tekerlek kontrolü
Elektronik ve yazılım geliştirmedeki ilerleme, makine durum izlemesini önemli ölçüde değiştirerek, kullanımı daha basit ve çok daha güvenilir hale getiriyor.
Durum İzleme Uygulamaları
Durum izleme binlerce uygulama için geçerlidir, ancak en iyi bilinenler uygulamalar şunlardır:
Her türlü endüstriyel tesis ve tesisler: Redüktörler, UPS, AC, elektrik motorları, fanlar, pompalar.
- Kâğıt Hamuru ve Kağıt: Blowers, konveyör bantları, öğütücüler, talaş sınıflandırıcılar, rafineriler, basınçlı elekler, vidalı konveyörler, karıştırıcılar, nip izleme, keçe silindirler vb.
- Demir ve Çelik: Hammadde taşıma makineleri, konveyör bantları, gemi boşaltıcılar, galvanizleme tesisleri, istif geri kazanıcılar, sürekli tekerlekler, vinçler, haddehaneler, tavlama makineleri ve ayrıca pompalar, fanlar ve dişli kutuları vb.
- Otomotiv: Rüzgar tünelleri, boya atölyelerindeki hava işleme üniteleri ve pompaların yanı sıra presler ve transfer presleri vb.
- Çimento: Kırıcılar, dişli kutuları, konveyör bantları, ayırıcılar, fanlar, farin değirmenleri, bilyalı değirmenler, asansörler ve üfleyiciler.
- Elektrik üretim tesisleri: gaz türbinleri, buhar türbinleri, su pompaları vb.
Makine Durumu İzleme Adımları
Bir makine izleme programını başarılı bir şekilde uygulamak için aşağıdaki adımlarda iyi yapılandırılmış bir yaklaşımın izlenmesi önemlidir:
- ADIM 1: Ekipman kaydının kurulması
- ADIM 2: Makine durumunun ve tesis işletimi için kritikliklerinin değerlendirilmesi
- ADIM 3: Mevcut demirbaşların her biri için uygun makine durumu izleme tekniğinin belirlenmesi
- ADIM 4: Piyasadaki mevcut teknolojilerin seçimi
- ADIM 5: Durum izleme sisteminin kurulumu
- ADIM 6: Veri toplama ve veri yorumlama
- ADIM 7: Bakım görevlerinin belirlenmesi
Adımların her birine ayrıntılı olarak bakalım.
ADIM 1: Ekipman Kaydı Kurulumu
Bu adım, tüm üretim tesisi demirbaşlarının bir kaydını oluşturmayı amaçlamaktadır. Kayıt genellikle şunları içerir:
- Süreç çizimleri
- Bağlantı şemaları
- Her makinenin bütün ayrıntıları (tip, hız, bağlantı, güç vb.)
- Kolay demirbaş bulabilmek için demirbaş konumu belirlemek
- Eşsiz kimlik numarası
ADIM 2: Makine Durumunun Değerlendirilmesi ve Tesisin İşletmesi İçin Kritikliği
Geçmiş demirbaş arızalarının gözden geçirilmesi, MTBF (Arızalar arasındaki ortalama süre) ve MTTR (Ortalama onarım süresi ) analizi , ortalama onarım ve değiştirme maliyetleri, arıza süresi maliyeti, ikincil hasar riski hakkında bilgi edinilmelidir. Bu, doğru makine durumu izleme tekniklerinin ve teknolojilerinin tanımlanmasında ve seçilmesinde bize yardımcı olacaktır.
ADIM 3: Mevcut Demirbaşların Her biri için Uygun Makine Durum İzleme Tekniğinin Belirlenmesi
Makine durumunun değerlendirilmesi için kullanılan birkaç makine durumu izleme tekniği vardır. En sık kullanılanlara bir göz atalım.
Sıcaklık İzleme
Son on yılda makine sağlığı değerlendirmesi için benimsenmiştir. Pasif, temassız (IR kameralar kullanarak) ve aktif sensör tabanlı ( termokupllar ve RTD’ler kullanarak) arasında değişen birkaç sıcaklık izleme yöntemi vardır.
IR taraması, makinelere veya kontrol elektroniğine iyi bir genel bakış sağlayabilir ve aşırı ısınma sorunlarını gösterebilir. Temaslı ölçüm, yağlama ile ilgili sorunların erken tespiti için çok yararlıdır, ancak yatak çatlakları ve kırılmalar gibi fiziksel hasarları tespit etmede çok faydalı değildir.

Şekil 6 Termal görüntüleme kamerası kullanarak sıcaklık ölçümü
Titreşim İzleme
Makine durumunun değerlendirilmesinde çok eski ve en sık kullanılan yöntemdir. Sorunu tespit etmemize ve temel nedenini anlamamıza yardımcı olur. İvmeölçerler, geniş bir frekans aralığında genlikteki değişiklikleri izlemek için kullanılır. Titreşim izleme, hatalı hizalama, dengesizlik, gevşeklik, dişli diş sorunları veya arızadan önce yatak aşınması gibi olayları anlamanıza olanak tanır.

Şekil 7 Bir veri toplama sistemi ile titreşim izleme
Akustik Emisyon
Akustik emisyon sensörleri, arızaların erken tespiti için birçok avantajları nedeniyle son zamanlarda duruma dayalı izleme için giderek daha fazla kullanılmaktadır. Ancak yüksek frekansta (birkaç kHz’den MHz’e kadar) çalışması ve piyasadaki diğer mevcut çözümlere göre yüksek maliyetleri nedeniyle yoğun veri depolama gereksinimleri sorunu nedeniyle kalıcı izleme kurulumları için uygun bir yöntem değildir. Sensörlerin ölçtüğü seslerin kaynağını belirlemek de zordur.
Ultrason Testi
Özellikle bir makinenin sağlıklı olup olmadığı ilk soruyu cevaplamak için kullanılan çok uygun maliyetli bir teknolojidir. Ultrason dedektörleri normalde 30 kHz ila 40 kHz frekans aralığında ses basıncı dalgalarını ölçer.
Basınç dalgaları, dalgaları küçük bir elektrik yüküne dönüştüren bir rezonans sensörü kullanılarak ölçülür. Normalde titreşim izleme teknikleriyle birlikte kullanılır. Teknisyenler normalde iyi makineleri kötü makinelerden filtrelemek için ultrason kullanır ve ardından sorunların temel nedenini bulmak için kötü ekipmanın derinlemesine bir titreşim analizi yaparlar.
Yağ Analizi
Normalde laboratuvarlarda, yağın durumunu belirlemek için kimyasal testler kullanılarak gerçekleştirilir. Günümüzde kalıcı yağ kalitesi izleme için triboloji sensörleri mevcuttur. Sonuçlar, yağın değiştirilmesi gerekip gerekmediğini gösterir.
Bu teknoloji, demirbaşın durumunu değerlendirmek için çok nadiren kullanılır ve daha çok yağlayıcının durumunu (viskozite, bazlık vb.) belirlemeye odaklanır. Bununla birlikte, maliyetli onarımları önlemek için yağ seviyesi ve kalite takibi çok önemlidir.

Şekil 8 Motor yağ analizi
ADIM 4: Piyasadaki Mevcut Teknolojilerin Seçimi
Şimdiye kadar öğrendiğimiz gibi, makine sağlığının izlenmesi için çok çeşitli mevcut teknikler vardır. Her bakım teknisyeninin en iyi stratejisi, en iyi sonuçları elde etmek için hepsinin bir kombinasyonunu kullanmak olacaktır. Bununla birlikte, bütçe ve zaman sınırlamaları nedeniyle, sıcaklık ölçümleriyle birlikte titreşim teşhisinin şimdiye kadarki en etkili yöntemler olduğu kanıtlanmıştır.
ADIM 5: Durum İzleme Sensörlerinin Kurulumu
Durum izleme sensörlerinin kurulumu, performansı için hayati önem taşır. Yanlış montaj, büyük olasılıkla size yalnızca koşullardaki bir değişiklikle değil, aynı zamanda sensörün kendisinin dengesizliğiyle ilgili verileri de verecektir. Bu nedenle, sensör verilerini güvenilmez hale getirir.
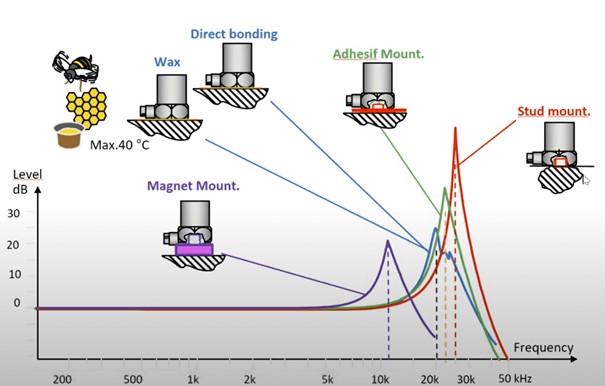
Şekil 9 Frekans aralığı ve sensör montaj yönteminin şematiği
Birkaç farklı montaj yöntemi mevcuttur:
- Balmumu ile montaj: Çok kullanışlıdır, ancak ivmeölçerlerin montajı için bu yöntemi kullanmanızı önermiyoruz. Balmumunun kalınlığındaki tutarsızlık ve sönümleme etkisi (düşük sertlik), sonuçları daha yüksek frekanslarda güvenilmez kılar.
- Yapışkan ile montaj: Saplama montajı pratik olmadığında veya delmeye izin verilmediği durumlarda çok uygundur.
- Mıknatıs ile montaj: Sorun giderme veya periyodik ölçümler için uygundur. İvmeölçerleri ferromanyetik malzemeye bağlamak için manyetik montaj adaptörleri kullanılır.
- Saplama montajı: Kalıcı ve yüksek frekanslı titreşim izleme için çok uygundur.
Titreşim sensörleri, dikey, yatay ve eksenel hareketin ölçülmesini sağlayan konumlara monte edilmelidir.
Dengesizliği ve yatak sorunlarını tespit etmek için yatay ölçümlerin alınması gerekir. Bu durumda, sensörler motor yataklarına ve pompa yataklarına mümkün olduğunca yakın monte edilmelidir.
Yapısal rijitlik veya temel ile ilgili gevşekliği ve sorunları tespit etmek için, motora ve pompa tahrik ucu yataklarına yakın yerleştirilmiş sensörler ile dikey ölçüm yapılmalıdır.
Motor ve yük arasındaki yanlış hizalamayı tespit etmek için eksenel ölçümlerin yapılması gerekir. Bu durumda, sensörler motora ve pompa tahrik ucu yataklarına yakın yerleştirilmelidir.
İvmeölçerler, ölçülen titreşim kaynağına mümkün olduğunca yakın monte edilmelidir. Temiz, pürüzsüz, düz, çiziksiz bir yüzeye, özellikle yüksek frekanslı titreşimleri ölçerken, sensörün sabit bir konumunu elde etmek için delinmiş ve yivli bir delik aracılığıyla montaj yapılması şiddetle tavsiye edilir. Vidanın dişli delikten uzun olmadığından emin olun. Sensör ve ölçülen nesne arasında boşluk olmamalıdır.
Makine üzerinde delmeye müsaade edilmediği takdirde metalik özelliklere sahip yapıştırıcı kullanılabilir. Bu, iyi bir titreşim geçişi sağlar.
ADIM 6: Veri Toplama ve Veri Yorumlama
Makineler bizimle konuşuyor ama ne yazık ki İngilizce ya da insanların anladığı başka bir dil konuşmuyorlar. Makine çalışırken üretilen titreşim sinyalleri aracılığıyla iletişim kurarlar. Bu nedenle makine durumunu değerlendirebilmek için titreşimi anlamak çok önemlidir. Ama bunu nasıl yapacağız?
Titreşim sinyallerini insan tarafından okunabilir dile çevirmek için, üç ana bölümden oluşan titreşim teşhis araçlarını kullanıyoruz:
- Sensörler
- Veri Toplama Donanımı
- Durum İzleme Yazılımı
Sensörler
Sensörler, amacı fiziksel olayları veya değişiklikleri tespit etmek ve bunları orantılı elektriksel değerlere çevirmek olan ölçüm noktasına bağlı cihazlardır. Durum izlemede farklı sensörler kullanılır ve yer değiştirme transdüserleri, ivmeölçerler, şok puls transdüserleri ve hız transdüserlerinden oluşur.
Her biri geliştirildikleri amaca uygun. Temel fark, belirli bir frekans aralığında sundukları doğruluktur:
- Deplasman transdüserleri, 0 Hz ila 200 Hz frekans aralığında çok iyidir.
- Hız transdüserleri, 2 Hz’den 1 kHz’e kadar orta aralıktaki frekanslar için mükemmel bir uyum sağlar.
- İvmeölçerler, 5 Hz – 20 kHz aralığında en iyisidir.
Doğruluk ve frekans aralığının yanı sıra, transduceri seçerken göz önünde bulundurulması gereken birkaç başka faktör de vardır:
- Sıcaklık aralığı
- Ağırlık
- Boyut
- Dinamik aralık
- Hassasiyet
- Fiyat
- İzolasyon
- Montaj olanakları
- IP – Giriş koruması
- Kablosuz veya kablolu
Doğru olanı seçmek için neyi ölçeceğinizi anlamanız gerekir.
Sabit sinyallerin (DC) veya çok düşük frekanslı sinyallerin yer değiştirmesini ölçmek için, eddy current yakınlık probları adı verilen yer değiştirme sensörleri kullanılır. Bu sensörler, bir referans bobin tarafından oluşturulan bir manyetik alandaki değişiklikleri algılayarak metal malzemenin homojen olmadığını tespit eder. Temassız deplasman ölçümleri için yakınlık probları kullanılır ve genellikle makineye kalıcı olarak monte edilmeleri gerekir.
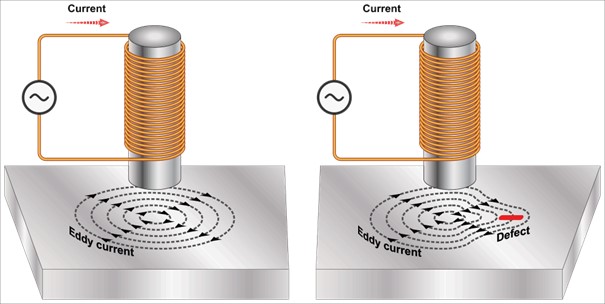
Şekil 10 Eddy Current Transducer Çalışma Prensibi
Titreşimi ölçmek için en sık kullanılan sensörler İvmeölçerlerdir. Birkaç tür ivmeölçer vardır. En sık kullanılanlar:
- Kapasitif MEMS
- FBA (Kuvvet Dengesi İvmeölçerler)
- Piezoelektrik İvmeölçerler (IEPE ivmeölçerler)
İvmeölçerler Kablosuz veya Kablolu olabilir. Kablosuz ivmeölçerlerin montajı çok kolaydır, çünkü kablo gerekmez, ancak pil ömrü sınırlamaları nedeniyle dinamik (yüksek hız), gerçek zamanlı ölçümlerin gerekli olduğu yerlerde hiç uygun değildir.
Şekil 11 Titreşim ve Sıcaklık sensörü problu kalıcı tek kanallı Veri Toplama Modülü
Veri Toplayıcılar – Veri Toplama Donanımı
Veri toplama donanımının amacı, elektrik sinyallerini (analog) dijitale dönüştürmektir.

Şekil 12 Çok Kanallı İleri Teknoloji Veri Toplama sistemi
Bir veri toplama sisteminin temel unsurları şunlardır:
- sinyal koşullandırma
- analogdan dijitale dönüştürücüler (ADC)
- bilgisayar arayüzü / veri yolu
Sinyal koşullandırma
Sinyal koşullandırma, sensörden gelen analog sinyali ADC tarafından alınmaya hazır hale getiren veri toplama birimi devresinin bir parçasıdır. Sinyal koşullandırma devresi sinyali yükselterek, filtreleyerek, zayıflatarak ve muhtemelen izole ederek dönüştürür.
Analogdan Dijitale dönüştürücüler (ADC)
ADC ‘ler, daha fazla hesaplama için bilgisayara gönderilmeden önce sinyal koşullandırma devresinden gelen analog sinyali dijitale dönüştüren entegre devrelerdir. Bir ADC dönüştürücünün temel özellikleri çözünürlük ve örnekleme hızıdır.
Bilgisayar arayüzü / veri yolu
Veri toplama birimi ile bilgisayar arasında bir iletişim arayüzüdür. Piyasada PCI, USB, Ethernet, Wi-Fi dahil olmak üzere çeşitli seçenekler mevcuttur ve bunların üzerine TCP / IP, EtherCAT, ProfiNet, vb. farklı protokoller uygulanabilir. İletişim arayüzünün seçimi esas olarak gerekli verilere bağlıdır. Hız, cihazların mekansal dağılımı ve çevre (laboratuvar veya endüstriyel) vb.
İvmeölçerlere benzer şekilde, piyasada veri toplama donanımı ve yazılımından oluşan çok sayıda veri toplama sistemi bulunmaktadır. Yine, özellikle çalışma prensiplerini, güvenilirliğini, yazılım özelliklerini, ölçümlerin tekrarlanabilirliğini, kullanım yöntemini (taşınabilir veya kalıcı / çevrimiçi), dağıtılmış veya merkezileştirilmiş, vb. anlayışını derinleştirdiğimizde aralarında büyük farklılıklar vardır.
Durum İzleme Yazılımı
Durum izleme yazılımı, belirli makinelerin durum izlemesi için bilinçli olarak oluşturulabilir veya yeniden yapılandırılabilir ve bu nedenle karmaşık makine teşhis uygulamaları için uygun olabilir.
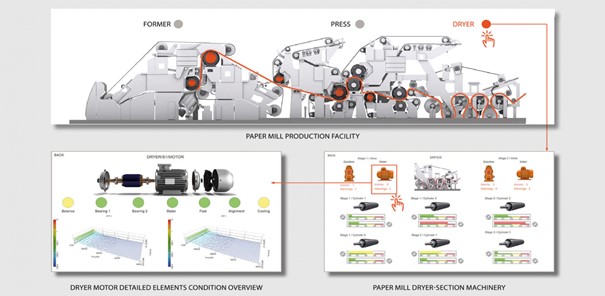
Şekil 13 Dewesoft’ ta durum tabanlı izleme Kağıt Fabrikası kullanıcı arayüzü
Yazılım, yalnızca bazı genel istatistiksel değerler sunarak çok basit ve kullanımı kolay olabilir. Diğer durumlarda yazılım, veri toplama cihazlarından elde edilen ham verileri analiz etmek için gerekli tüm özelliklere sahip olabilir. Ayrıca, kullanıcıların olası tüm makine arızalarını tespit etmesini sağlayan uzun vadeli geçmiş veri depolama ve trend görselleştirme olanaklarına sahip olabilir. En iyi yazılım çözümleri, mevcut farklı protokoller üzerinden 3. taraf dağıtılmış kontrol sistemlerine doğrudan bağlantı ve veri aktarımı da sunar.
Verilere erişim açısından da durum izleme yazılımı sağlayıcıları arasında farklılıklar vardır. Uzaktan izleme için yerel erişimli bilgisayar tabanlı veya web tabanlı yazılım olabilir.
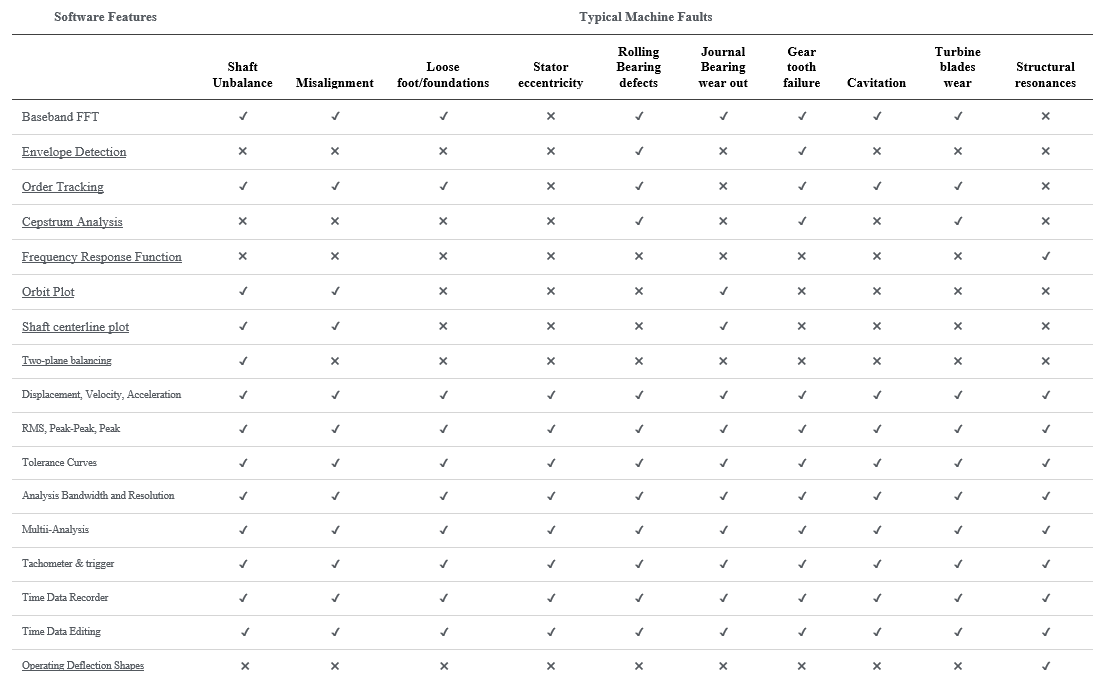
Tipik makine arızalarının tespiti için yazılım araçları:
ADIM 7: Bakım Görevlerinin Belirlenmesi
Masanızda tüm veriler bulunduğunda, uygun bakım işlemlerini gerçekleştirmek için yukarıda açıklanan yazılım araçlarını kullanarak toplanan hızlanma, yer değiştirme, sıcaklık ve diğer verileri yorumlamanız gerekir.
Bunu yapmanın iki yolu var:
- Yetkili bir Öngörücü Bakım Mühendisi (PdM) ile manuel olarak. Kestirimci bakım hizmetleri sunan şirketlerden istihdam edilebilir veya dışarıdan temin edilebilirler.
- Piyasada bulunan Kestirimci bakım yazılımı çözümlerini kullanan otomatik veri yorumlama ile.
Her iki seçeneğin de avantajları ve dezavantajları vardır. Nitelikli PdM’ler normalde pahalıdır ve verileri analiz etmek için çok zaman harcarlar. Bununla birlikte, makineyi ayrıntılı olarak öğrendiklerinde, arızalarını çok güvenilir bir şekilde tahmin edebilirler ve önceden planlanmış uygun bakım görevlerini ayarlayabilirler.
Öte yandan, kestirimci bakım yazılımı çözümleri çok daha ucuzdur ancak çok daha az güvenilirdir. Kaç farklı türde ekipmanın bulunduğunu, kaç farklı ortamda ve koşullarda çalıştıklarını bir düşünün. Bu nedenle, hepsi için benzersiz bir temel belirlemek ve uyarı için benzersiz eşikler belirlemek imkansızdır.
Bugün muhtemelen en iyi çözüm, kritik olmayan makineler için kullanılan otomatik ve kritik makineler için manuelin bir kombinasyonudur.
Sonuç
Mekanik ekipmanın verimliliği, uygun Makine Durum İzleme çözümleri kullanılarak artırılabilir.
Sistemin seçimi, varlığın kritikliğine, değiştirme / arıza maliyetine, varlık erişim olanaklarına, izleme maliyetine ve beklenen hata ilerleme oranına bağlıdır.
Taşınabilir, düşük maliyetli sistemler normalde, düşük değiştirme maliyetleri ve yavaş hata ilerleme oranları ile kritik olmayan demirbaşlar için kullanılır.
Bununla birlikte, son zamanlarda teknolojideki büyük gelişmeler, kalıcı izleme çözümlerinin çok uygun maliyetli hale gelmesini sağlamıştır. Maliyetin düşmesi, daha yüksek güvenilirlik ve iş verimliliği nedeniyle giderek daha fazla müşteri kalıcı çözümleri tercih ediyor.