
RMC Mühendislik, veri toplama sistemleri (DAQ), strain gage, ivmeölçer, tork, kuvvet ve basınç sensörleri ile mikrofonlar başta olmak üzere test ve ölçüm sensörlerinde ürün tedariği, satış ve distribütörlük faaliyetleri yürüten, Türkiye’de test ve ölçüm teknolojileri alanında uzman bir mühendislik firmasıdır. RMC Mühendislik, kendi kalibrasyon laboratuvarında veri toplama sistemleri, ivmeölçerler ve mikrofonlar için akredite kalibrasyon hizmetleri sunmaktadır.
Firma; NVH testleri, modal test ve modal analiz, shaker (sarsıcı) sistemleri ve güç analizi uygulamaları için ürün satışı, mühendislik hizmetleri ve teknik destek sunmaktadır. Köprü, bina ve endüstriyel yapılar için Yapısal Sağlık İzleme sistemlerinde donanım ve yazılım tedariği, montaj danışmanlığı ve devreye alma hizmetleri sağlar. RMC Mühendislik, satış öncesi danışmanlıktan satış sonrası teknik desteğe kadar tüm test ve ölçüm süreçlerinde müşterilerinin çözüm ortağıdır.
Otomotiv ve Savunma Sanayii başta olmak üzere; test sistemleri, mekanik testler, yorulma testleri ve malzeme testleri alanlarında ürün ve ölçüm sistemleri sunan güvenilir bir çözüm sağlayıcı olarak konumlanmaktadır.
RMC Mühendislik’in sunduğu ivmeölçer çözümleri, farklı test senaryolarına uygun montaj alternatifleriyle güvenilir ölçüm imkânı sunar. Bu kapsamda, aşağıda ivmeölçer montaj tipi seçiminin ölçüm sonuçlarına etkisi detaylı olarak ele alınmaktadır.
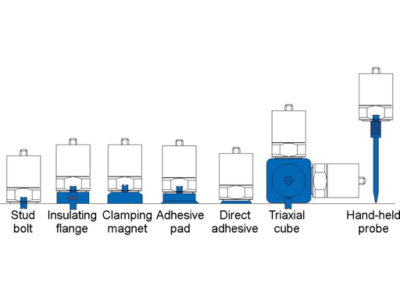
Sensörler farklı şekillerde monte edilebilir. Sensörün bant genişliği, monte edilme şekline karşı özellikle hassastır. İvmeölçerin ölçüm noktasına monte edilme yöntemi, pratik titreşim ölçümlerinden doğru sonuçlar elde etmede en kritik faktörlerden biridir. Özensiz montaj, monte edilen rezonans frekansında bir azalmaya neden olur ve bu da ivmeölçerin kullanışlı frekans aralığını ciddi şekilde sınırlayabilir.
- Vidalama – test numunesine bir delik açmak ve sensörü bir vidayla yüzeye sabitlemek en iyisidir. Bu, herhangi bir sensör özelliğini etkilememektedir. Bu her zaman mümkün olmayabilir. Örneğin, yepyeni bir uçak kanadı prototipine delik delmek sorun oluşturacaktır.
- Yapıştırıcı – Bant genişliğini çok fazla etkilemeyen bir diğer montaj türü ise yapıştırıcı ile yapıştırmak veya balmumu (sıcaklık aralığı sınırlıdır).
- Mıknatıs – makine tanılama için çok yaygın olarak kullanılan bir montaj tekniği, sensörü bir mıknatıs üzerine monte etmektir. Bu yine de iyi bir bant genişliği üretecektir, ancak elbette yüzey ferromanyetik olmalıdır (alüminyum veya plastik değil). Montaj klipsini kullanabileceğimiz sensörlerde, montaj klipsini ön tarafa yapıştırılabilir ve ardından sensörün kendisi takılabilir.
- “Hızlı ve basit” bir çözüm de sensörü bir çubuk üzerinde elle tutmaktır. Bu, ulaşılması zor bazı yerler için yararlıdır, ancak bant genişliği 1-2 kHz’ye düşecektir.
İvmeölçer, istenen ölçüm yönünün ana hassasiyet ekseniyle çakışacak şekilde monte edilmelidir. İvmeölçerler ayrıca enine yöndeki titreşimlere karşı da biraz hassastır, ancak bu genellikle göz ardı edilebilir çünkü enine hassasiyet genellikle ana eksen hassasiyetinin %1’inden azdır.
Aşağıdaki grafik, farklı montaj yöntemlerinden kaynaklanan bant genişliği azalmasını göstermektedir:

Şekil 1. Farklı Montaj Yöntemlerinden Kaynaklanan Bant Genişliği Azalmasını Gösteren Bir Grafik